一直以来,在加工中机械零件交叉孔毛刺现象没有引起人们重视。工人们也怕麻烦而省略去毛刺工序,甚至一些设计人员也不重视,在图纸上漏掉“去毛刺”字样。
一、交叉孔毛刺产生的原因及其危害
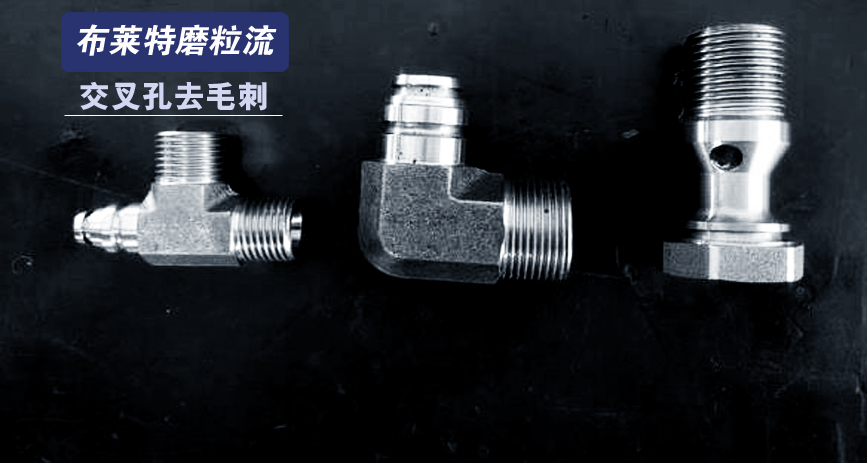
去毛刺是一个重要工序,譬如在液压系统中,交叉孔上的毛刺易脱落而导致滑阀卡死,出口堵塞或者管子被割破导致泄漏,影响工作。
遇到两孔或多孔交叉的去毛刺问题是在机械加工过程中常有的事,小毛刺,大问题,解决起来很费力。而交叉孔去毛刺是传统去毛刺工艺的瓶颈。现今在很大程度上制约了企业的竞争及发展,因为他们很难满足现代高效的工艺,高质的处理要求。
二、交叉孔毛刺去除的解决措施
交叉孔之所以去毛刺难度较大是因为其形状和制造工艺的特殊性。要提高零件的质量和使用寿命,就必须去除交叉孔毛刺。现在介绍几种方法,根据加工情况进行选择应用。
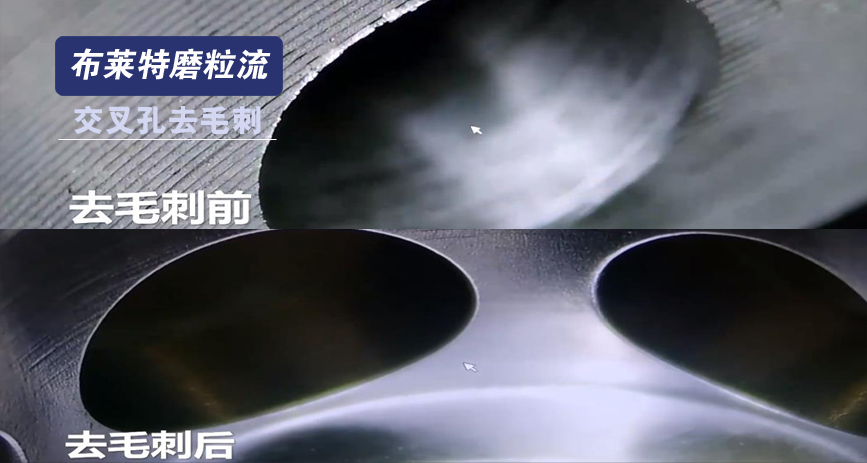
降低内孔内壁粗糙度最有效的方法是磨粒流抛光工艺,可以有效提升工件光洁度3-5个档次,并且对工件原始公差影响极小,通常在3个μ左右。磨粒流工艺抛光内孔有3大优点:
1、可以深入交叉孔、弯曲孔、异型孔,不受孔形状影响;
2、抛光效果极为均匀,且流向具有一致性;
3、抛光精度高,公差损失小;
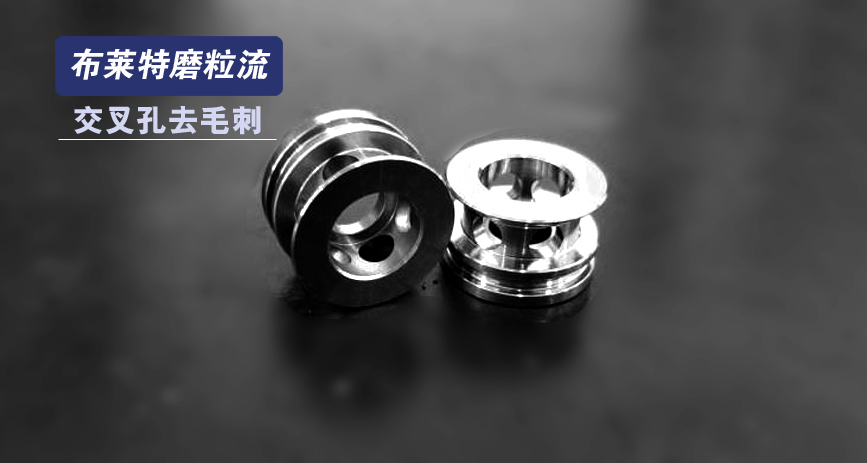
深交叉孔毛刺藏在工件内部,刮刀够不到,非常难处理。而了解过磨粒流工艺的朋友都会知道,这种难题对磨粒流来说非常简单。只要是金属工件的交叉孔毛刺,而毛刺不是那样太大的话,都可以解决。
AFM磨粒流去毛刺现在已经渐渐为大众所熟知了,这种工艺是最早的流体去毛刺形式,采用半流体磨料挤压进入内孔后研磨切削去除毛刺。因为它是半流体磨料,所以过于复杂的内腔,水粒子要更适合一点,而磨粒流在处理一般性的内孔毛刺,交叉孔毛刺方面,更具优势。
通过工装夹具的协助,磨粒流去除内孔毛刺、交叉孔毛刺的方式可以灵活多变。并可以控制去毛刺后倒角的大小。而去毛刺的范围,也可以从传统的内孔扩大到夹缝、齿面等。
1、一般金属工件,大小如上图,可一次抛10个,每次需要3分钟;
2、如果毛刺特别大,建议在上道工序控制毛刺,否则会延长抛光时间2-3分钟;
3、硬度较高的金属,如钨钢等,需要的时间通常为20-50分钟;
4、铝合金或铜工件需要的时间更短,1分钟左右即可。
如果是超常规工件,较大、较复杂等,具体抛光时间需要测定。