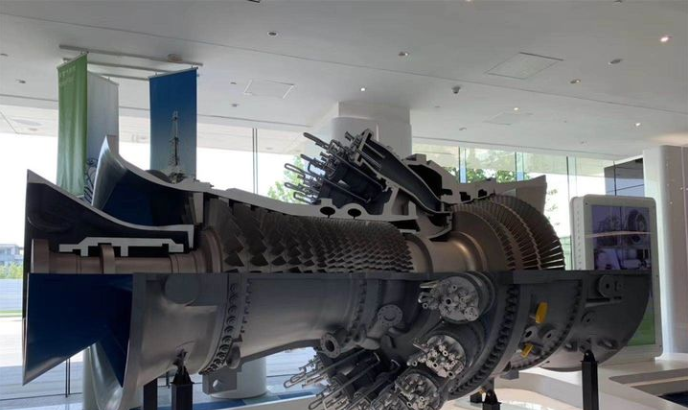
涡轮叶片抛光:无视曲率变化的磨粒流技术
表面粗糙度是叶片性能衰退的重要因素
在航空发动机启动的那一刻,叶片的性能衰退就开始了!极速旋转的叶片与空气之间剧烈摩擦,可产生数百度的高温。而叶片的表面粗糙颗粒,会因摩擦、碰撞进一步侵蚀,迅速扩大原有的表面缺陷。与此同时,叶片的叶顶与机匣、轮毂之间的间隙,也会在摩擦、腐蚀、热疲劳这三重因素下,进一步增大。
因此,优质的涡轮叶片对表面粗糙度有着极高的要求。粗糙度越低,在剧烈的摩擦、碰撞及侵蚀过程中,“易损”因子就越少,性能衰退的周期就会越长。但粗糙度的高低只是其中一个标准,粗糙度的均匀性同样至关重要。 而叶片复杂的曲率变化,为叶片抛光带来了极大的难度。

传统砂轮砂带抛光高度依赖仿形能力
目前西方对于叶片抛光,比较流行的方式,是使用CNC控制的6轴联动机床,通过砂轮砂带磨削抛光。结合计算机与自动化技术,以仿形磨削的方式对叶片复杂曲面进行精整加工。
但这种仿形抛光方式,对设备的自适应要求极高,设备各机构必须具有高精度的识别与配合能力。不仅成本非常高,而且因磨具损耗提供实时补偿的技术,非常考验数据库积累。
同时,随着叶片型面越来越复杂(如弓形叶片、掠形叶片、宽弦叶片等),叶片制造工艺的越来越多样(如3D打印叶片)等,单一形式的抛光方法已经不能满足叶片全部位的抛光。
磨粒流技术带来更多可能
如果说砂轮砂带抛光必须高度依赖仿形能力的话,那么布莱特磨粒流技术则可以无视曲率的复杂变化!
布莱特磨粒流,是一种通过挤压半流体磨料,流经叶片曲面进行精细研磨,从而达到抛光效果的抛光工艺。半流体磨料在压力的作用下,可以充分贴合曲面表面,天然地拥有“仿形能力”。无论叶片曲率怎样变化,都能带来一致性的抛光效果。
对于传统抛光方式来说,预留余量可能为0.08——0.12mm,而对于磨粒流来说,预留余量可以更低!
磨粒流不再是简单的抛光工艺
对于涡轮叶片来说,磨粒流不仅仅是一道抛光工艺,而完全演变为一种最终成形的加工方法。是保证叶片最终加工质量的最后一个环节。
通过中国工程技术人员几代人的努力,中国叶片制造技术取得了长足的进步。但是在学习西方先进技术经验的基础上,勇于打破常规思维,从不同的角度寻找技术解决方案,才更有机会实现弯道超车!