磨粒流铝合金气缸去毛刺:交叉孔毛刺是影响气缸品质的致命性因素
铝合金气缸去毛刺:交叉孔毛刺是影响气缸品质的致命性因素,交叉孔毛刺是影响气缸品质的致命性因素,而气缸孔多,内壁不能有划伤,给去毛刺工作带来了一定的困扰。使用液态磨料作为研磨介质的高速磨粒流设备,不仅提升气缸去毛刺效率,更可最大限度维持精度,并保护内壁不被划伤。相对于人工去毛刺,这种工艺去毛刺效果也更彻底,不会留有残留毛刺。

液态研磨介质中含有硬度较高的金刚砂微粉,受到挤压力后,液态磨料对气缸交叉孔毛刺进行切削研磨,研磨成更细的金属粉混合在液体中流出。
这和电化学去毛刺不一样,电化学去毛刺是用化学溶液去腐蚀毛刺。
因此,高速磨粒流去毛刺的方式,更环保更安全,而且即使遇到弯曲孔或是内交叉孔也没有问题。,实际去毛刺过程,液态磨料的流速比演示图上的要快很多,高速喷射,喷射压力根据毛刺大小,可在10-50兆帕。
但是这个压力,又不致于对气缸本体造成任何影响,由于毛刺非常脆,而且位于交叉孔部位,所以比气缸本体受到更大压力。类似于河道交汇处泥土流失更快、角度更圆滑的状态。,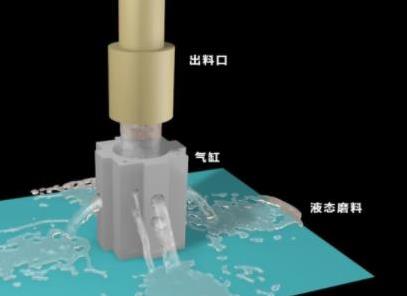
铝合金气缸刚去毛刺后,通体呈亚光铝白色(因为表面氧化层被去除了),随着时间其表面逐渐氧化,会恢复到之前的颜色。某些特殊材质极易生锈的,可以在液态磨料中加入适量的防锈溶剂。,实际去毛刺过程,液态磨料的流速比演示图上的要快很多,高速喷射,喷射压力根据毛刺大小,可在10-50兆帕。但是这个压力,又不致于对气缸本体造成任何影响,由于毛刺非常脆,而且位于交叉孔部位,所以比气缸本体受到更大压力。类似于河道交汇处泥土流失更快、角度更圆滑的状态。
液态研磨介质中含有硬度较高的金刚砂微粉,受到挤压力后,液态磨料对气缸交叉孔毛刺进行切削研磨,研磨成更细的金属粉混合在液体中流出。这和电化学去毛刺不一样,电化学去毛刺是用化学溶液去腐蚀毛刺。
因此,高速磨粒流去毛刺的方式,更环保更安全,而且即使遇到弯曲孔或是内交叉孔也没有问题。
交叉孔毛刺是影响气缸品质的致命性因素,而气缸孔多,内壁不能有划伤,给去毛刺工作带来了一定的困扰。使用液态磨料作为研磨介质的高速磨粒流设备,不仅提升气缸去毛刺效率,更可最大限度维持精度,并保护内壁不被划伤。相对于人工去毛刺,这种工艺去毛刺效果也更彻底,不会留有残留毛刺。
铝合金气缸去毛刺:交叉孔毛刺是影响气缸品质的致命性因素, ,铝合金气缸去毛刺:交叉孔毛刺是影响气缸品质的致命性因素
交叉孔毛刺是影响气缸品质的致命性因素,而气缸孔多,内壁不能有划伤,给去毛刺工作带来了一定的困扰。
使用液态磨料作为研磨介质的高速磨粒流设备,不仅提升气缸去毛刺效率,更可最大限度维持精度,并保护内壁不被划伤。相对于人工去毛刺,这种工艺去毛刺效果也更彻底,不会留有残留毛刺。
液态研磨介质中含有硬度较高的金刚砂微粉,受到挤压力后,液态磨料对气缸交叉孔毛刺进行切削研磨,研磨成更细的金属粉混合在液体中流出。这和电化学去毛刺不一样,电化学去毛刺是用化学溶液去腐蚀毛刺。因此,高速磨粒流去毛刺的方式,更环保更安全,而且即使遇到弯曲孔或是内交叉孔也没有问题。
实际去毛刺过程,液态磨料的流速比演示图上的要快很多,高速喷射,喷射压力根据毛刺大小,可在10-50兆帕。但是这个压力,又不致于对气缸本体造成任何影响,由于毛刺非常脆,而且位于交叉孔部位,所以比气缸本体受到更大压力。类似于河道交汇处泥土流失更快、角度更圆滑的状态。
铝合金气缸刚去毛刺后,通体呈亚光铝白色(因为表面氧化层被去除了),随着时间其表面逐渐氧化,会恢复到之前的颜色。某些特殊材质极易生锈的,可以在液态磨料中加入适量的防锈溶剂。
上一篇:磨粒流抛光机抛光硬质合金刀具




 售前咨询专员
售前咨询专员
