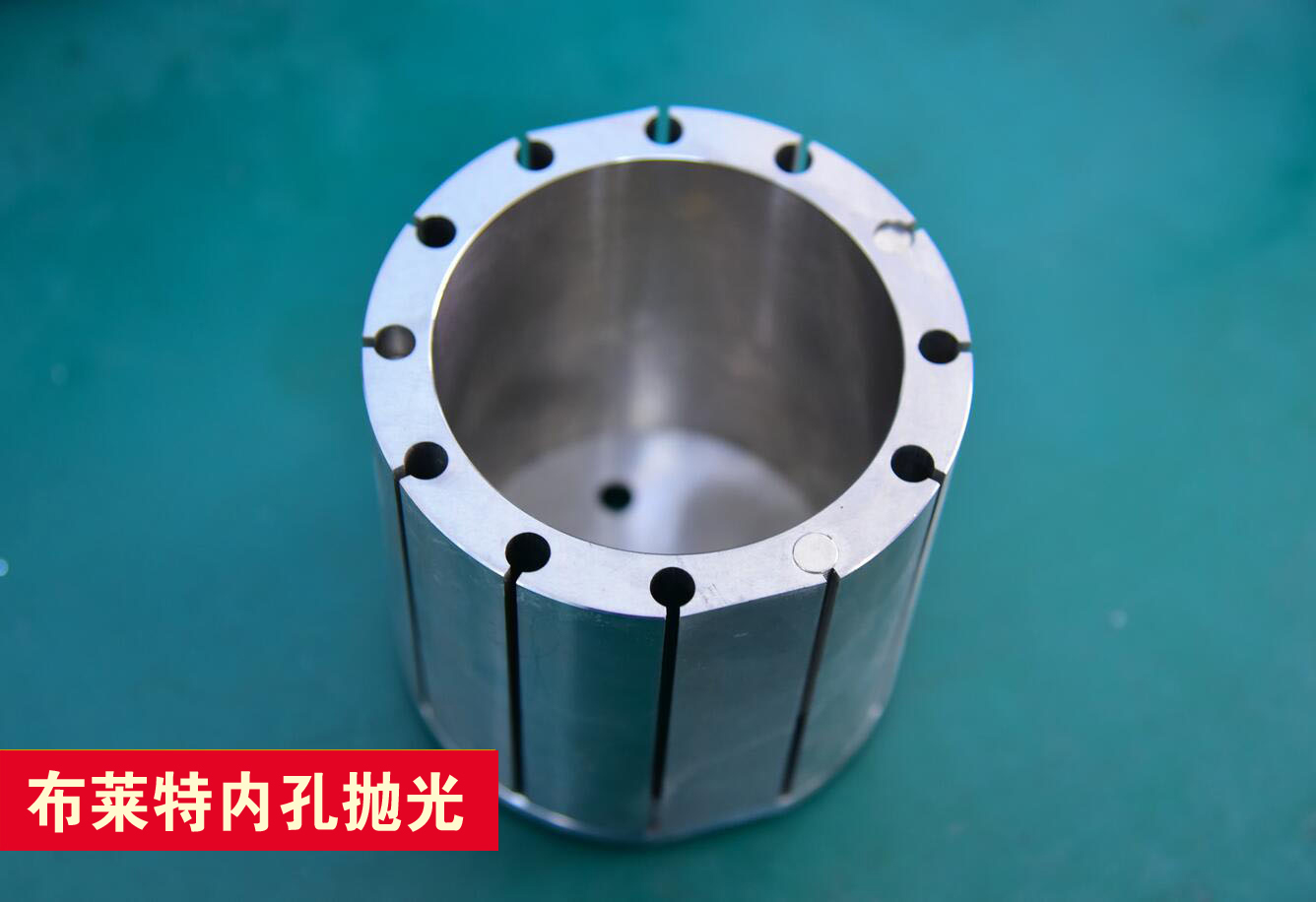
模具内孔抛光镜面效果,效率是人工抛光的几十倍
有一些模具,比如拉拔模具,是一种最常见的压力成型模具,对内壁粗糙度有着很高的要求。内壁粗糙度越低,模具使用寿命越长,成型效果越佳。但是拉拔模具内孔抛光也是非常费时的,特别是量大而抛光师傅不好招的时候,矛盾非常突出。
为解决这一问题,布莱特磨粒流所研制的流体抛光设备,可在5分钟内将拉拔模具内孔研磨至镜面状态,公差损失小(1-2个μ),抛光效果均匀,可现场试样!,流体抛光不同于机械抛光刚性磨削,而是使用软性磨料挤压研磨,更加精细。可将0.8粗糙度的内壁抛光至0.2,当孔径深度比不超过12时,这一数据可广泛适用。
当孔径深度比超过12时,看工件材质硬度,抛光所达成的效果因类型而定。,磨料可以重复使用近千小时,但不能将其他液体,或是油体,溶剂等混合到磨料中,否则磨料会导致报废。同时保持抛光工作台面的清洁,防止一些杂物混入磨料,导致抛光时杂物划伤模具内壁。
模具抛光后,用无尘布将内壁擦拭干净,做一些防锈处理即可。
因为材质折光率的不同,即使在同一粗糙度水平下,不锈钢工件也会更亮一点,其次是钨钢材质。而有些材质看起来没那么亮也不用担心,用粗糙度检测仪检测,其粗糙度是绝对达到要求的。因为流体抛光本质是降低粗糙度,而不是增亮。
再比如挤压模具、铝挤型模具、冲压模具等通孔模具,无论内孔造型是怎样的,都可以用布莱特流体抛光机来进行抛光。
而一部分的型腔模具,如塑胶模具、铸造模具等,因为磨料无法在腔内流动或是会有死角,则更适合人工抛光。但是像一些冲头,虽然是抛凹凸外表面或是弧形外表面,也是可以用这种工艺抛光。而且抛光效果也非常均匀,效率是人工的几十倍。
很多具有复杂异型孔的模具,如果按照传统方式,用研磨液人工研磨,不仅抛光效率非常低,而且均匀性不好控制。很多模具抛光后,只是看起来比较亮,其实脱模力及使用寿命没有明显改善,就是因为粗糙度没有得到有效降低,且抛光不均匀。而使用布莱特流体抛光,效率是人工抛光的几十倍,且均匀性可得到极大满足。
因为布莱特流体抛光在加工过程中,磨料研磨方向始终保持着一致性的特点,朝同一个方向行进。在压力的作用下,异型孔每一个位置点所承受的压力都是大体相同的,在几分钟的研磨时间里,不会造成超过1个μ的误差。,磨料可以重复使用近千小时,但不能将其他液体,或是油体,溶剂等混合到磨料中,否则磨料会导致报废。
同时保持抛光工作台面的清洁,防止一些杂物混入磨料,导致抛光时杂物划伤模具内壁。模具抛光后,用无尘布将内壁擦拭干净,做一些防锈处理即可。
有一些模具,比如拉拔模具,是一种最常见的压力成型模具,对内壁粗糙度有着很高的要求。内壁粗糙度越低,模具使用寿命越长,成型效果越佳。但是拉拔模具内孔抛光也是非常费时的,特别是量大而抛光师傅不好招的时候,矛盾非常突出。
为解决这一问题,布莱特磨粒流所研制的流体抛光设备,可在5分钟内将拉拔模具内孔研磨至镜面状态,公差损失小(1-2个μ),抛光效果均匀,可现场试样!,模具内孔抛光镜面效果,效率是人工抛光的几十倍,流体抛光不同于机械抛光刚性磨削,而是使用软性磨料挤压研磨,更加精细。可将0.8粗糙度的内壁抛光至0.2,当孔径深度比不超过12时,这一数据可广泛适用。当孔径深度比超过12时,看工件材质硬度,抛光所达成的效果因类型而定。
模具内孔抛光镜面效果,效率是人工抛光的几十倍,有一些模具,比如拉拔模具,是一种最常见的压力成型模具,对内壁粗糙度有着很高的要求。内壁粗糙度越低,模具使用寿命越长,成型效果越佳。但是拉拔模具内孔抛光也是非常费时的,特别是量大而抛光师傅不好招的时候,矛盾非常突出。
为解决这一问题,布莱特磨粒流所研制的流体抛光设备,可在5分钟内将拉拔模具内孔研磨至镜面状态,公差损失小(1-2个μ),抛光效果均匀,可现场试样!
有一些模具,比如拉拔模具,是一种最常见的压力成型模具,对内壁粗糙度有着很高的要求。内壁粗糙度越低,模具使用寿命越长,成型效果越佳。但是拉拔模具内孔抛光也是非常费时的,特别是量大而抛光师傅不好招的时候,矛盾非常突出。
为解决这一问题,布莱特磨粒流所研制的流体抛光设备,可在5分钟内将拉拔模具内孔研磨至镜面状态,公差损失小(1-2个μ),抛光效果均匀,可现场试样!
流体抛光不同于机械抛光刚性磨削,而是使用软性磨料挤压研磨,更加精细。可将0.8粗糙度的内壁抛光至0.2,当孔径深度比不超过12时,这一数据可广泛适用。当孔径深度比超过12时,看工件材质硬度,抛光所达成的效果因类型而定。
磨料可以重复使用近千小时,但不能将其他液体,或是油体,溶剂等混合到磨料中,否则磨料会导致报废。同时保持抛光工作台面的清洁,防止一些杂物混入磨料,导致抛光时杂物划伤模具内壁。模具抛光后,用无尘布将内壁擦拭干净,做一些防锈处理即可。
因为材质折光率的不同,即使在同一粗糙度水平下,不锈钢工件也会更亮一点,其次是钨钢材质。而有些材质看起来没那么亮也不用担心,用粗糙度检测仪检测,其粗糙度是绝对达到要求的。因为流体抛光本质是降低粗糙度,而不是增亮。
再比如挤压模具、铝挤型模具、冲压模具等通孔模具,无论内孔造型是怎样的,都可以用布莱特流体抛光机来进行抛光。而一部分的型腔模具,如塑胶模具、铸造模具等,因为磨料无法在腔内流动或是会有死角,则更适合人工抛光。
但是像一些冲头,虽然是抛凹凸外表面或是弧形外表面,也是可以用这种工艺抛光。而且抛光效果也非常均匀,效率是人工的几十倍。
很多具有复杂异型孔的模具,如果按照传统方式,用研磨液人工研磨,不仅抛光效率非常低,而且均匀性不好控制。很多模具抛光后,只是看起来比较亮,其实脱模力及使用寿命没有明显改善,就是因为粗糙度没有得到有效降低,且抛光不均匀。而使用布莱特流体抛光,效率是人工抛光的几十倍,且均匀性可得到极大满足。
因为布莱特流体抛光在加工过程中,磨料研磨方向始终保持着一致性的特点,朝同一个方向行进。在压力的作用下,异型孔每一个位置点所承受的压力都是大体相同的,在几分钟的研磨时间里,不会造成超过1个μ的误差。
下一篇:塑料模具常用的抛光方法




 售前咨询专员
售前咨询专员
