工件内孔螺纹去毛刺
时间:2021-10-13 访问量:606
关键词:
内孔螺纹去毛刺
工件内孔螺纹去毛刺
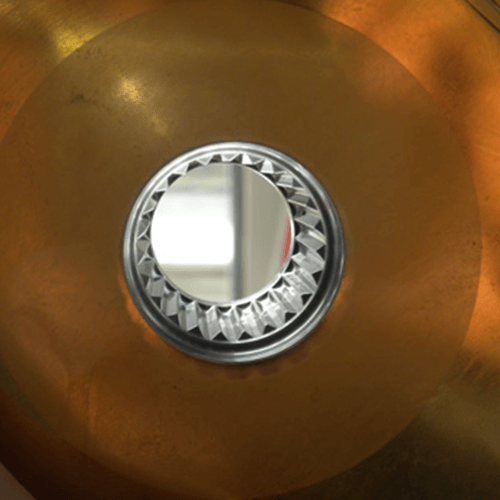
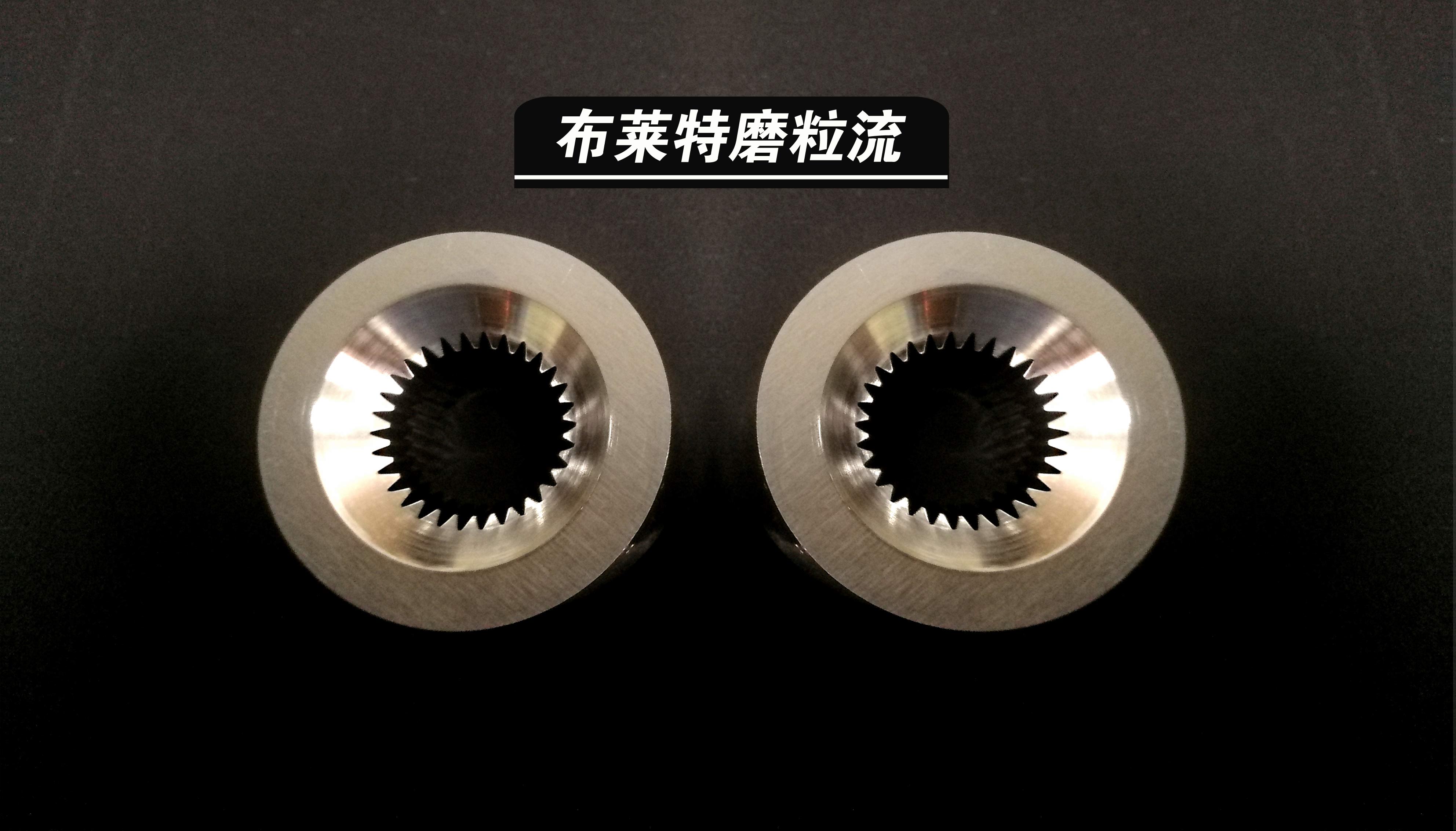
工件的内孔有一圈螺纹,螺纹从侧壁穿入,在内壁形成毛刺。热处理后,细小的毛刺可能会脱落,但是稍大的毛刺仍然在顶部。这样的孔去毛刺,如果不考虑精度,当然,可以用钻头来处理。但为了精度要求,最好采用磨粒流去毛刺。

根据工件的硬度、内孔直径大小,选择合适的磨料:如工件孔圆径在5㎜以下,较适合软性磨料,如工件孔圆径在 5 ㎜~20 ㎜以内,较适合中硬性磨料,如工件孔圆径在 20 ㎜~40 ㎜以内较适合硬性或超硬磨料。

根据工件制作合适的夹具:治具的制作尺寸以磨料内缸直径多个 40 ㎜以上的圆盘为主,例如,磨料内缸直径为150 ㎜时,治具圆盘为直径 190 ㎜以上,而治具圆盘厚度至少25 ㎜以上,材质一般为钢材或铝合金。
磨料流去毛刺一一不工作,做模具,如零件的大小,可以放4-6,本机可以放置更多的大点。
磨料从低端孔口进行进入,从侧孔流出,大约一个需要2分钟左右,一组数据加工处理完毕。在这个发展过程中,具有能力极强以及研磨力的软性磨料,会将内孔毛刺研磨成细粉随磨料带走,并将孔口中心位置倒圆。
磨料流去毛刺
在范围0-14兆帕设备运行时磨料压力,与毛刺的最小接触表面上这么大的压力,所产生的切割力非常强。当然,我们可以通过各种参数,如时间,流率,压力等,来调整去毛刺效果,而不用担心影响精度的,因为这些磨料磨削力也不会直接施加到孔中,作用在钻孔时,通常的孔径的范围内是变化的1-2μ。
磨粒流加工处理完毕后,将工件进行取出,利用气枪将残留磨料吹落在磨料桶内,可以通过再次选择使用。
上一篇:没有了!
下一篇:流体抛光机对钨钢内孔镜面抛光




 售前咨询专员
售前咨询专员
