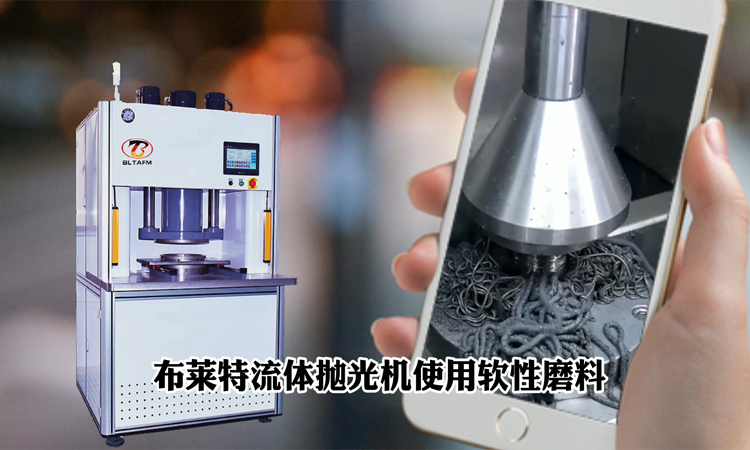
流体抛光:一种适用广泛的抛光方式
针对工件内孔抛光去毛刺,目前大部分工厂都是通过人工,借助一些工具来完成的。这种方式除了效率慢之外,还有些其他弊端,例如:无法处理微细孔和交叉孔,精度不可控,容易划伤工件等问题。
体形态,多用于坚固毛刺或内壁粗糙度特别差的工件;二是液体磨料,多用于铝件,或毛刺不太坚固的工件,以及微细孔抛光。
流体抛光工艺与传统机械加工方法相比,具有以下特性:
1、以柔克刚,均匀可控
流体抛光加工技术不依赖机械能和机械力来切除材料,加工时无明显的强大机械作用力,其加工性能与工件材料的强度或硬度力学性能无关,故可以加工各种超硬超强金属材料,以及特殊的非金属材料。而其本身
的磨料就是流体载体,将具有切削性能的磨料按比例与黏性聚合物充分混合后的一种半固体状介质,依靠磨料相对于被加工表面的流动能量进行加工。在常态下磨料可以像固体似的保持其形状并有弹性。
2、用简单运动加工复杂型面,如内孔、齿面、曲面或不规则面
流体抛光加工通过液压缸的活塞上下往复运动,在压力作用下推动磨料可以像液体似的充满任意形状的空间并通过孔道流动,从而完成三维复杂型面的加工过程。
3、工装简单,效率更高,成本更低
流体抛光加工技术是因为在工件和磨料之间接触面的加工,无需根据工件的形状特征而特制复杂的刀具、工装和夹具,这是传统方法无法与之相比拟的。大幅度减少了传统机械加工购置所需大量刀具、夹具等工装
的费用,极大降低了生产加工成本,提高了加工效率。
4、加工精度高
工件表面进行往复运动,对零件的各种型腔及交叉孔径和边棱进行研磨抛光、倒圆角、去毛刺的一种工艺,流体抛光加工的材料切蚀率很低,是一种能保持精度、效率和成本的自动化精整加工方法!
在复杂性型腔内孔、或复杂外表面的抛光去毛刺方面,流体抛光有着不可取代的优势。
流体抛光是依靠高速流动的液体及其携带的磨粒冲刷工件表面达到抛光的目的。常用方法有:磨料喷射加工、液体喷射加工、流体动 力研磨等。流体动力研磨是由液压驱动,使携带磨粒的液体介质高速往复流过工件表面。介质主要采用在较低压力下流过性好的特殊化 合物(聚合物状物质)并掺上磨料制成,磨料可采用碳化硅粉末。 六磁研磨抛光 磁研磨抛光是利用磁性磨料在磁场作用下形成磨料刷,对工件磨削加工。
这种方法加工效率高,质量好,加工条件容易控制,工作条件好。采用合适的磨料,表面粗糙度可以达到 Ra0.1μ m。 在塑料模具加工中所说的抛光与其他行业中所要求的表面抛光有很大的不同,严格来说,模具的抛光应该称为镜面加工。它不仅对抛 光本身有很高的要求并且对表面平整度、光滑度以及几何精确度也有很高的标准。表面抛光一般只要求获得光亮的表面即可